- 321
- 产品价格:面议
- 发货地址:山东菏泽牡丹区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:222655805公司编号:21733566
- 蒋振杰 业务经理 微信 150983064..
- 进入店铺 在线咨询 QQ咨询 在线询价
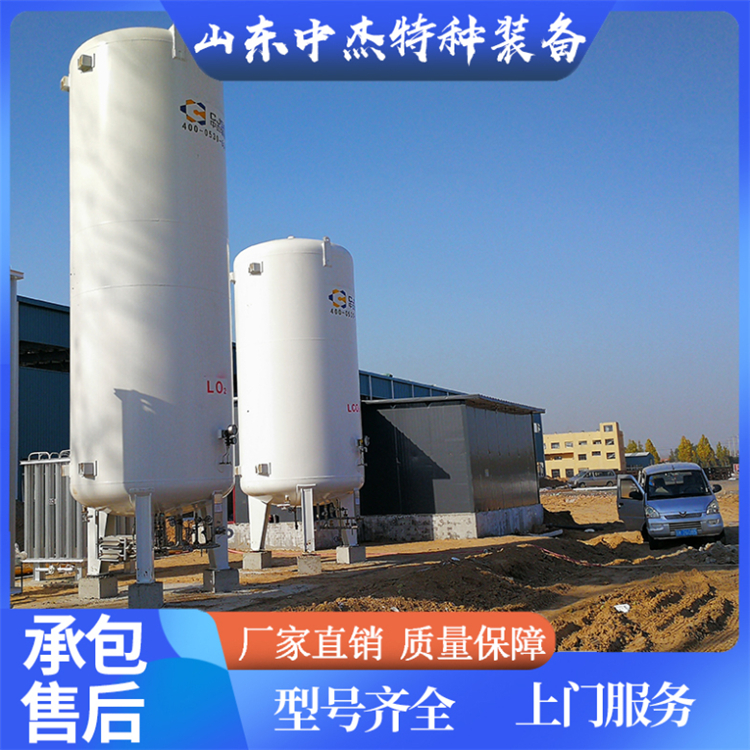
泰安10立方液氧储罐 低温储罐规格齐全
- 相关产品:
材质:S30408壁厚:20mm规格:2—200立方压力:0.8 1.6MPa直径:见铭牌高度:见铭牌
在清洗液氧储罐之前,要将其中的液氧排放清除彻底,排放要按照方法进行操作,然后再利用中性洗液进行清洗工作,用洗液清洗完成后要用大量清水进行二次冲洗。液氧储罐日常的点检要点
1、闸阀、管道是不是泄漏,罩壳是不是起霜、流汗。
2、全部储罐闸阀是不是处在正常开闭情况。
3、仪表盘(液位变送器、压力表)工作中是不是正常,DCS显示信息主要参数与当场一次表是不是一致。
4、储罐压力是不是正常,当压力贴近或相当于高压力时,需开启放空阀卸压。
5、液體填满率是不是**出95%。
6、针对过热蒸汽粉末状隔热储槽,密封性气是不是正常。(50mmH2O)
7、周边禁止置放易燃性、易燃易爆物件及脏物。
8、周边严禁烟火。
9、每星期至少检验一次液氧储罐中乙炔和总烃含量,在其中乙炔含量不能**过0.1×10-6(v、v),**出时立即排污液态氧开展换置解决。
10、查验液氧储罐接地装置是不是优良。
11、假如不长期性停止使用,要确保罐里有相对量的液體,以防再次制冷换置罐而用掉很长期。
12、支脚是不是毁坏,基本是不是下移、歪斜、裂开,拧紧地脚螺栓完好无损状况,储罐有没有形变。
13、定期维护液氧储罐的真空值。
储罐在储存液氧过程中,要尽量减少开盖次数,同时在平时要多注意观察颈塞是否有结冰情况,如果有要及时清除,要及时检查罐体的绝缘性是否完好,以确定罐体是否适合继续储存液氧。
要焊接的液氧储罐应当满足焊接工艺和焊接材料的相关要求:
1、储罐的罐**板和包边角钢在焊接时,应焊缝对称均匀分布,并且沿同一方向分段退焊;
2、先焊内侧焊缝,后焊外侧焊缝,径向的长焊缝宜采用隔缝对称施焊方法,并且由中心向外分段退焊;
3、焊接前应首先检查组装质量,去除坡口面与坡口两侧20㎜范围内的铁锈、水分和污物,并且应充分干燥;
4、缺陷深度或者打磨深度**过1㎜时,应进行补焊,并打磨平滑;
5、深度**过0.5㎜划伤,电弧擦伤、焊疤等有害缺陷,应打磨平滑,打磨后的钢板前洲反渗透泵厚度不应小于钢板名义厚度扣除负偏差值;
6、液氧储罐的焊接,先焊垂直焊缝,后焊环向焊缝;当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊缝;焊工均匀分布,并沿同一方向施焊;
7、定位焊及工卡具的焊接,应由合格焊工施焊,引弧不应在母材或完成的焊道上。
联系手机是15098306460, 主要经营山东中杰特种装备股份有限公司是一家湖北二氧化碳储罐、液氮储罐厂家,主营产品:二氧化碳储罐、湖北液氮储罐、工业锅炉、压力容器、中央空调等。公司下设燃气锅炉、导热油炉、深冷容器、压力容器、中央空调、工程安装和贸易7大事业中心,内部管理规范,职工餐厅、职工宿舍、职工班车等配套设施齐全,为各类人才搭建了没有天花板的广阔发展平台。 。
单位注册资金单位注册资金人民币 5000万 - 1亿元。
{kind=link}